

联系我们

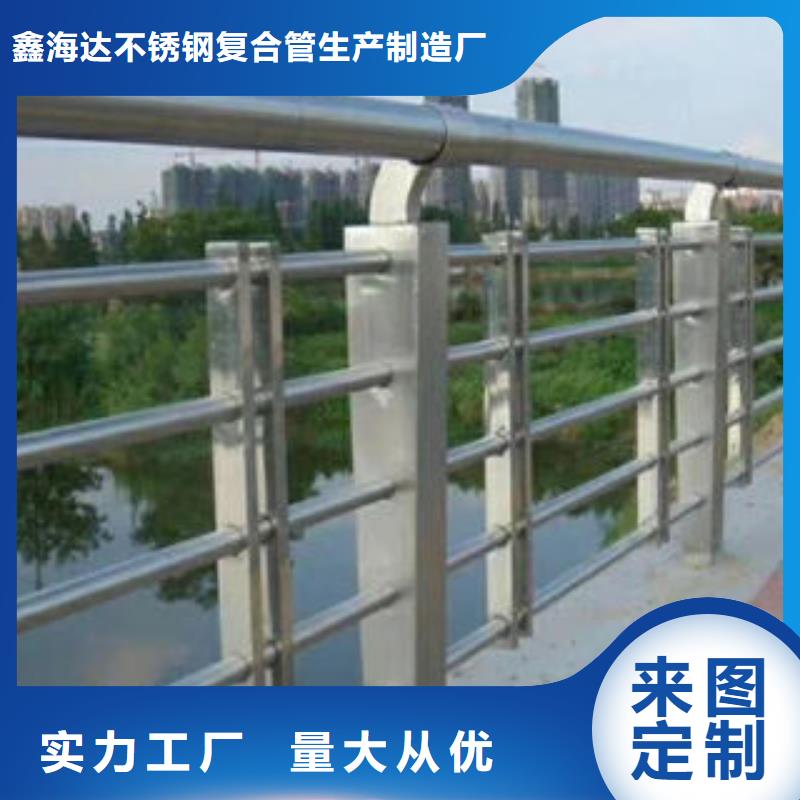
201不锈钢复合管好品质售后无忧
更新时间:2024-12-27 20:13:42 浏览次数:3 公司名称:聊城 鑫海达不锈钢复合管生产制造厂家有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |




双金属复合管制备方法的研究概况热成型法.目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。冷成型法,冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。
拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。
机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。


为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。



避免让钢管直接接触地面,除了可以起到保护作用,避免长期对方使下层的钢管变形,还能够防止地上的积水对钢管产生腐蚀。不锈钢复合管复合管码放的高度不应该过高,否则很容易增加危险,同时也容易对下层的钢管形成更大的压力,从而导致变形的产生。碳素钢的性能主要取决于钢的含碳量和显组织。
在退火或热轧状态下,随含碳量的增加,钢的强度和硬度升高,而塑性和冲击韧性下降。焊接性和冷弯性变差。所以工程结构用钢,常限制含碳量.碳素钢中的残余元素和杂质元素如锰、硅、镍、磷、硫、氧、氮等,对碳素钢的性能也有影响。这些影响有时互相加强,有时互相抵销.硫、氧、氮都能增加钢的热脆性,而适量的锰可减少或部分抵销其热脆性.残余元素除锰、镍外都降低钢的冲击韧性,增加冷脆性.
除硫和氧降低强度外,其他杂质元素均在不同程度上提高钢的强度.几乎所有的杂质元素都能降低钢的塑性和焊接性。氢在钢中能造成很多严重缺陷,如产生白点、点状偏析、氢脆、表面鼓泡和焊缝热影响区内的裂缝等。为保证钢的质量,必须尽可能降低钢中氢的含量(见应力腐蚀断裂和氢脆)。
脱氧带入的残余元素如铝,可减小低碳钢的时效倾向,还可以细化晶粒,提高钢在低温下的韧性,但余量不宜过多。由炉料中带入的残余元素如镍、铬、钼、铜等,含量高时可提高钢的淬透性,但对要求具有高塑性的专用钢,如深冲用钢板,则是不利的.加工性能,碳素钢大都采用氧气转炉和平炉冶炼,优质碳素钢也采用电弧炉生产。
根据炼钢过程脱氧程度的不同,碳素钢可分为镇静钢、沸腾钢和介于两者之间的半镇静钢。冶炼方法对钢的性能影响,主要是通过钢的纯净度而起作用的。人们通过真空处理、炉外精炼和喷吹技术等,都可获得更高纯净度的钢,从而显著改善了碳素钢的品质。碳素钢的塑性加工工艺通常分热加工和冷加工。



把 广东中山不锈钢复合管烦恼交给鑫海达不锈钢复合管生产制造厂家有限公司、让我们为您提供专业优质的 广东中山不锈钢复合管解决方案!多年来服务万家客户,每批次 广东中山不锈钢复合管产品都经过严格质量体验,确保用户使用放心。



热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。


